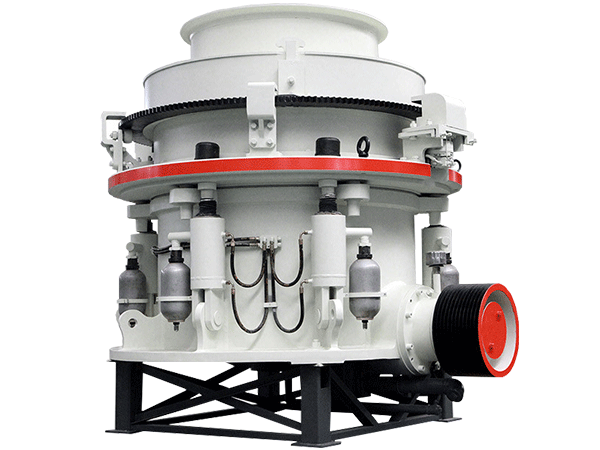
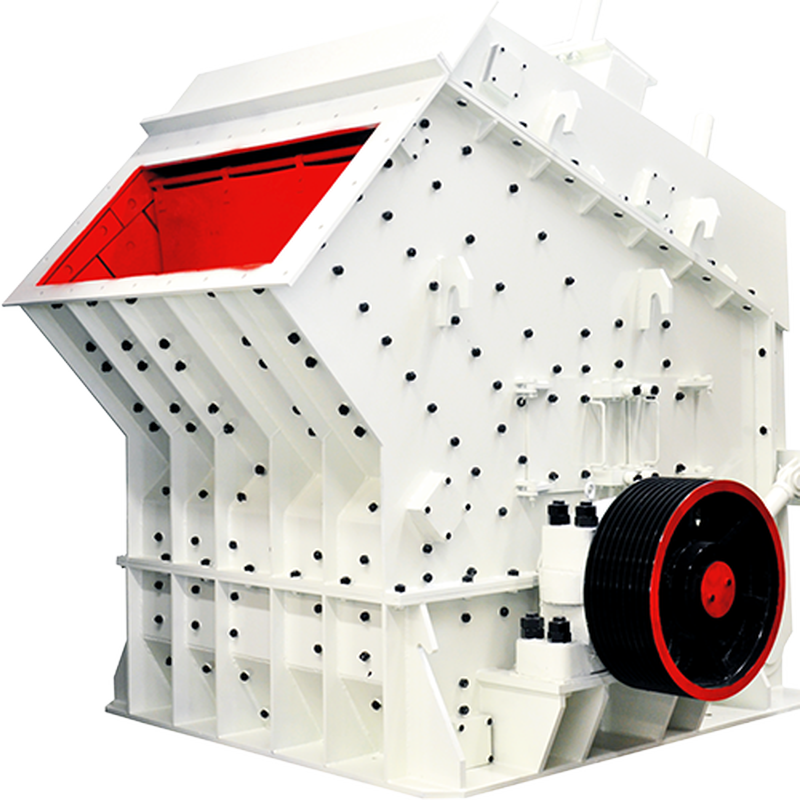
怎樣調(diào)節(jié)圓錐破碎機(jī)的排礦口���?在粉碎時(shí)��,動(dòng)錐內(nèi)襯和定錐內(nèi)襯經(jīng)常發(fā)生摩擦,從而導(dǎo)致出礦孔的擴(kuò)大���。要保持一定的顆粒大小�,必須根據(jù)磨耗程度�,對(duì)礦石進(jìn)行連續(xù)的調(diào)節(jié)�����。通過調(diào)節(jié)圈和支撐套之間的螺旋形螺紋升降錐套,調(diào)節(jié)孔的調(diào)節(jié)����。為保證齒輪的齒輪能被潤滑,并且便于調(diào)節(jié)和拆卸���,這些螺紋之間一定要有一定的空隙。調(diào)節(jié)后的排礦孔可以使用鋼繩系鉛塊���,由破碎空洞至排水孔位置來測定�。對(duì)新的內(nèi)襯進(jìn)行一次加工���,對(duì)沒有處理或磨損的內(nèi)襯要進(jìn)行6-8度的測定。在滿足規(guī)定的排料孔后����,通過鎖定油缸鎖定調(diào)節(jié)圈����,不然就不能起動(dòng)���。
在用圓錐破碎機(jī)進(jìn)行內(nèi)襯的替換時(shí)��,有哪些需要特別的地方��?如果動(dòng)錐套和定錐套的摩擦層厚度超過65%~80%,或者出現(xiàn)了局部的凹坑、變形和斷裂,必須進(jìn)行替換。安裝好后����,要確認(rèn)其中央位置����。如果中間位置不正確��,在轉(zhuǎn)動(dòng)過程中會(huì)發(fā)生撞擊,導(dǎo)致制品顆粒大小不勻,從而造成機(jī)器內(nèi)部的磨具發(fā)熱等問題��。鑄造鋅合金時(shí)��,要用泥土或石棉把各個(gè)空腔封住,防止鋅合金的泄漏。在澆鑄過程中,金屬與金屬的接觸面不能沾水,以免發(fā)生爆炸。所以�,要在鑄造之前進(jìn)行預(yù)熱�、烘干�����,或者為了減少(不預(yù)熱),可以在接觸面上涂抹機(jī)械油��,并使用專門的刀具進(jìn)行澆灌��。在澆灌完畢后���,擰緊墊片上的螺絲�。
圓錐破碎機(jī)的主要潤滑問題是怎樣處理的?圓錐破碎機(jī)在長時(shí)間的使用中��,很容易發(fā)生軸承損壞,軸承內(nèi)的軸承也會(huì)被燒穿,嚴(yán)重的還會(huì)造成軸承的裂紋和軸承的松動(dòng)���。油溫高�,流量低��,清潔度降低,潤滑過度等是常見的主要失效形式���。主要潤滑油的溫高�����,冷卻風(fēng)機(jī)不工作����,冷卻風(fēng)機(jī)由系統(tǒng)內(nèi)的感應(yīng)器進(jìn)行調(diào)節(jié)�����,若有感應(yīng)器失效或風(fēng)機(jī)馬達(dá)燒毀而導(dǎo)致散熱風(fēng)機(jī)無法工作時(shí),應(yīng)進(jìn)行換熱器連接或更換。冷卻風(fēng)機(jī)的熱失靈�����,由于管路堵塞�����,散熱片長時(shí)期沒有清洗而產(chǎn)生積灰�,環(huán)境溫度高等因素,都會(huì)影響散熱的效果���。機(jī)器的內(nèi)件燃燒����,當(dāng)出現(xiàn)過鐵�、囤積等問題時(shí)�����,會(huì)引起零件的自燃和自燃,從而產(chǎn)生大量的熱量���,從而引起主油溫度迅速上升,這種情況需要進(jìn)行拆裝和更換�����。安全閥門失效��,安全閥是指在潤滑油體系中設(shè)定一定的壓力,從而對(duì)潤滑體系產(chǎn)生保護(hù)的功能���。如果安全閥失效���,或降低了設(shè)置��,就會(huì)導(dǎo)致機(jī)油不能通過冷卻塔�����,這時(shí)要對(duì)安全閥進(jìn)行檢查���。
 破碎設(shè)備
破碎設(shè)備 制砂設(shè)備
制砂設(shè)備 篩分設(shè)備
篩分設(shè)備 磨粉設(shè)備
磨粉設(shè)備
設(shè)備的配件如何進(jìn)行維修和替換")

設(shè)備的要點(diǎn)")
械鑄造-濕砂造型法")

輕松令石灰石“粉身碎骨”")
日常維護(hù)和保養(yǎng)")
古往今來身懷各項(xiàng)絕技")
昂**闊步向著目標(biāo)不斷前進(jìn)")

場展示")
別以及從各個(gè)方面進(jìn)行比較")
的軸承維護(hù)保養(yǎng)工作")
的工作原理簡介")
作為沙石料破碎領(lǐng)域可以用的設(shè)備和其他相比有什么不同")
的大小有三種調(diào)節(jié)方法")
間長短的原因是什么")
有漏油狀況是什么原因造成的")
的日常檢查")
的那些優(yōu)勢是不可取代的")
出現(xiàn)漏油的狀況怎么辦")
際應(yīng)用中的區(qū)別你了解過嗎")
與傳統(tǒng)圓錐破碎機(jī)相比的優(yōu)點(diǎn)")
的工作原理怎么解說")
的工作原理你了解過嗎")
哪家性價(jià)比高且組成又有哪些")
的重要配件軸承怎么維修")
是需要調(diào)整偏心距的")

廠家")

的故障怎么解決")
的4種故障")
的各類結(jié)構(gòu)分析")
的正確給料方法是什么")
的腔型一般是如何選擇的")
潤滑系統(tǒng)的維護(hù)工作的方法")
備選擇振動(dòng)篩時(shí)需要注意的問題")
的常見故障表現(xiàn)及解決方法")
的破碎壁和軋臼壁怎么更換")
的優(yōu)缺點(diǎn)是什么")
和彈簧圓錐破碎機(jī)有哪些優(yōu)點(diǎn)呢")
異常振動(dòng)是什么問題引起的")
的特點(diǎn)及優(yōu)勢總訴")

的型號(hào)怎么分辨")
有哪些值得我們關(guān)注的內(nèi)容")
單缸和多缸的區(qū)別")
與多缸圓錐破相比的優(yōu)勢")
的類型也比較多")
的常見問題分析總結(jié)")
影響圓錐破碎機(jī)的工作效率")
和多缸優(yōu)勢各有不同")
的液壓和彈簧有哪些不同")
與傳統(tǒng)的破碎機(jī)形式相比的優(yōu)點(diǎn)是什么")
的性能優(yōu)勢分析總結(jié)")
如何維護(hù)")
的選擇的重要性")

展的主要因素有幾方面")
的歷史來歷")
的檢修內(nèi)容")
的工作特性是怎樣的")
的相關(guān)內(nèi)容需要了解一下")
的缺點(diǎn)")
的理由非常多你是哪一種")
使用的注意事項(xiàng)有哪些")
的優(yōu)勢包括結(jié)構(gòu)合理和工作效率高")
是延長機(jī)器壽命的根本")
在工作時(shí)的注意事項(xiàng)")
有什么特點(diǎn)以及怎么選擇")
真的能為用戶創(chuàng)造更多價(jià)值嗎")
在購買時(shí)怎么選擇")
產(chǎn)品粒度幾個(gè)因素")
比高的圓錐破碎機(jī)步驟的簡單介紹")
與單缸相比的優(yōu)勢是什么")
的優(yōu)勢不可替代")
圓錐破在工作時(shí)會(huì)遇到的一些問題")
的結(jié)構(gòu)特點(diǎn)分析了解一下")
與傳統(tǒng)的機(jī)械相比的優(yōu)點(diǎn)是什么")
于圓錐破碎機(jī)潤滑的三個(gè)保養(yǎng)問題")
合圓錐破碎機(jī)的工作方式")
的工作狀況有哪些值得關(guān)注的地方")
與多缸有什么區(qū)別")

輥制砂機(jī)的注意事項(xiàng)是什么")
的工作效率怎么提高")
單缸液壓圓錐破碎機(jī)的結(jié)構(gòu)進(jìn)行了解")
具體特點(diǎn)詳細(xì)解說一下")
的構(gòu)造")
的優(yōu)勢并合理運(yùn)用")
的特點(diǎn)一般都有哪些")
是專門用于生產(chǎn)機(jī)械制砂的設(shè)備")
要怎么購買性價(jià)比高呢")
目前所遇到的問題是什么")

的投資前景很清晰")
的優(yōu)點(diǎn)還是有很多的")
給料必須要擠滿")
出現(xiàn)異常振動(dòng)怎么解決")
的優(yōu)點(diǎn)你知道多少")
廠家怎么選擇實(shí)惠的那家")
格的單缸液壓破碎機(jī)其腔型不同破碎產(chǎn)量也不同")
與多缸相比的不同之處")
嗎")
價(jià)格的因素都有那幾點(diǎn)")
技術(shù)優(yōu)勢")
在冶煉和建筑材料中得到了應(yīng)用")
的性能都有哪些特點(diǎn)呢")
深受市場青睞的緣由")
的幾種類型怎么選擇")
的破碎壁和軋臼壁的使用時(shí)間")
價(jià)格的影響因素是什么")
的使用壽命怎么才能延長")
廠家怎么選擇好")
于圓錐破碎機(jī)廠家用戶要怎么選擇呢")
圓錐破碎機(jī)")
如何選擇成為企業(yè)面臨的一個(gè)實(shí)際問題")
挑選廠商的方法")
的生產(chǎn)效率怎么樣")
的生產(chǎn)效率怎么樣高不高")
和多缸的區(qū)別在哪里")
于單缸液壓圓錐破碎機(jī)的生產(chǎn)效率你是怎么看的")
軸承維護(hù)保養(yǎng)工作中的四個(gè)關(guān)鍵問題")
注單缸液壓圓錐破碎機(jī)的人都在關(guān)注些什么")
的機(jī)身結(jié)構(gòu)比多缸液壓圓錐破碎機(jī)簡單")
的工作情況我們要關(guān)注哪些")
的特點(diǎn)以及工作原理")
的優(yōu)勢有哪些值得關(guān)注的內(nèi)容")
輥制砂機(jī)漲價(jià)的影響對(duì)輥制砂機(jī)")
的使用注意事項(xiàng)你知多少")
廠家的幾點(diǎn)要求需要注意")
避圓錐式破碎機(jī)常見的問題")
可以滿足不同的工作條件")
入這個(gè)行業(yè)的新手")
的主軸破裂的措施")
設(shè)備的優(yōu)化運(yùn)行過程")
多少錢一臺(tái)以及優(yōu)點(diǎn)是什么")
的兩種工作方式是什么")
沒有架體錐套結(jié)構(gòu)降低了加工難度")
減少了工人的勞動(dòng)提高了效率")
的優(yōu)點(diǎn)都分為哪些")
的工作效率是怎么計(jì)算的")
產(chǎn)品粒度的因素你知道幾個(gè)")
結(jié)構(gòu)簡單生產(chǎn)成本低")
的產(chǎn)品粒度是衡量砂料質(zhì)量的主要工藝指標(biāo)")
的性能有什么需要知道的重點(diǎn)")
作為該行業(yè)的焦點(diǎn)我們應(yīng)關(guān)注什么")
的使用與保養(yǎng)")
的工作效率有什么優(yōu)勢")
設(shè)備屬于粉體機(jī)械設(shè)備")
需要了解到的內(nèi)容是哪些")
有其他機(jī)械沒有的優(yōu)勢")
的特點(diǎn)?")
的常見故障怎么解決")

于煤礦來說采購一款高質(zhì)量的圓錐破碎機(jī)是一件非常重要的工作")
設(shè)備的維修保養(yǎng)周期?")
械")
就是達(dá)到選擇性破碎的目的")
的方法")
飛車成因分析")

出現(xiàn)一下幾種狀況時(shí)是什么原因造成的")
的優(yōu)化運(yùn)行程序")
的零件維修與替換")
的選擇方法簡述")
設(shè)備效能的主要影響因子")
為什么能作為該行業(yè)的焦點(diǎn)")
的特點(diǎn)")

的優(yōu)缺點(diǎn)分析總結(jié)")
螺栓開裂的原因")
深受市場青睞的緣由")
模的流水線上單缸液壓圓錐破碎機(jī)占有舉足輕重的地位")

設(shè)備的流程怎么走")
化圓錐式破碎機(jī)的運(yùn)行程序")
在工作時(shí)是怎樣的")

的作業(yè)流程分享")
廠家哪家好?怎么選擇")
和砂石設(shè)備一樣嗎")
廠家需要四個(gè)方面的考慮")
")
的生產(chǎn)企業(yè)應(yīng)考慮什么問題")
的市場前景也會(huì)越來越好")
是流水線上不可或缺的一種機(jī)械")
的后期保養(yǎng)工作?")
的種類繁多怎么選擇")
廠家的質(zhì)量")
的后期保養(yǎng)工作?")
設(shè)備的使用壽命")
的零件維修與替換的原因")
的小知識(shí)你知道多少")
式圓錐破碎機(jī)的工作")
的模型和工作機(jī)理")
量的圓錐破碎機(jī)")

的使用年限,怎樣維護(hù)")
的優(yōu)化運(yùn)行程序")
于復(fù)式圓錐破碎機(jī)你了解多少")
生產(chǎn)企業(yè)的優(yōu)劣")
購買圓錐破碎機(jī)時(shí)注意事項(xiàng)的干貨")
設(shè)備的維護(hù)保養(yǎng)工作")
可以利用電腦實(shí)現(xiàn)對(duì)破碎設(shè)備的自動(dòng)化")

主要分類")
配套出現(xiàn)的幾種裝置")
的基本形勢和選擇方法")

設(shè)備的方法是什么")
設(shè)備對(duì)沙粒的處置有什么影響?")
的生產(chǎn)效率如何")
是完全液壓操縱的")
生產(chǎn)廠家的關(guān)鍵在于制砂機(jī)的選用")
的優(yōu)缺點(diǎn)總訴")
設(shè)備必須要注意給料的方式")
設(shè)備?")
飛濺泄油原因及解決方案")
在流水線上占有舉足輕重的地位")
可靠的河卵石制砂機(jī)")
企業(yè)中挑選合適的制砂機(jī)廠家")
和顎式破碎機(jī)的區(qū)別")



使用年限")
實(shí)際需要對(duì)液壓圓錐破碎機(jī)進(jìn)行選擇")
特點(diǎn)")


是提高制砂機(jī)設(shè)備使用壽命的基礎(chǔ)")
水平傳動(dòng)軸架連接方式的弊端及改進(jìn)措施")
的產(chǎn)能是相當(dāng)不錯(cuò)的")
突出的優(yōu)勢")


錐齒輪磨損的預(yù)防措施")
日常維護(hù)注意事宜")
技術(shù)優(yōu)勢")


碎系列-圓錐破碎機(jī)的幾種模式")
技術(shù)優(yōu)勢")

